

Waste Incineration and Mechanical Stress Measurement

A dynamic measurement of mechanical stress can be made in numerous ways. One of the worst choices you can make is to measure dynamic stress inside a waster furnace, because:
- It gets hot – temperatures can get up to 900 C (1650F) inside a waste furnace.
- Molecule chains are shortened at high temperatures, as a fair portion of them turn into carbides (a.k.a. grinding powder) which fly about inside the furnace.
- A fair portion of what not is turned into carbide particles becomes highly acid.
- In some incinerators, explosion is used to remove soot.
- Particles group into lumps, which can from a great height fall down and destroy sensor cabling.
Here are photos of an installation that has survived one season, i.e. about 6 months, inside the furnace (see Figure 1):


Figure 1. Strain gauge installation inside waste incinerator. As can be seen, the installation is heavily corroded and shows abrasion after one season. The strain gauge is built inside a clamp and extra piping was used to protect strain gauge cabling. (Click figure to expand)
A high temperature strain gauge can be micro spot welded to the structure. Here is a gauge being installed using our battery-operated micro spot welder. The clamp is attached to the over heater tube and the sensor cable is protected by an exterior tube (see Figure 2).

Figure 2. A fresh strain gauge installation. The high temerature strain gauge is shown in the top figure. The tip is a battery operated micro weld unit that was used to connect the strain gauge to the clamp. The lower figure shows a finished installation. The strain gauge is located near a pipe bend as this usually is a high stress location. (Click figure to expand)
Elisabet, who originally trained as a chemist, then studied heat transfer only to move into the vibration field, thought it was a good idea to measure mechanical stress inside a waste furnace. As it turned out, it truly was an awful environment – but Elisabet’s idea did hold water – it was a sound idea.
Here’s why:
- If you run waste incineration, you know that dirtying the over heater tubes will degrade thermal performance.
This is why you clean the furnace every now and then. In some places, it should be done once per week; in other places, once every 8 minutes.
- Elisabet realized that the material (soot) that dirties the heat exchanger behaves much like gypsum.
Now, loosely packed gypsum is not very stiff compared with a heat exchanger tube – it just adds mass.
Adding weight shifts the heat exchanger’s natural frequency. Working on this principle, we can calculate how much the heat exchanger is dirtied and when to apply sooting.
Qring applied for and received research funding at Värmeforsk, project P-08-804. Here is an excerpt of what came out of the project.
A hanging tube inside a furnace is long and slender. There are many vibration modes that are excited by the incineration process. These vibration modes constantly shift frequency. Keeping track of them is a bit like keeping track of a flock of ducks that are constantly diving into the water. It can be done, but it is far from straightforward – so we used a MSc thesis worker, Daniel Eriksson, to help with this part of the project. Many thanks, Daniel!
The trend of the modal frequency shift can be recomputed into added weight. The end goal would be to use this information to control when and how much to soot in the same spirit as condition monitoring is applied for predictive machinery maintenance (see Figure 3).
![]()

Figure 3. The small dots in the top figure are the over heater piping natural frequencies (‘the flock of ducks’) that were identified from the strain gauge signals. The black lines are the trends on natural frequency shift that could be identified tracking the natural frequencies. The bottom figure shows the % mass increase if the over heater tubes as a function of time. The mass increase is soot that stick to the tubes. A % mass increase is shown as the soot density is not known. (Click figure to expand)
The above is a case where the technique worked as intended. Below is an installation where we failed (see Figure 4).
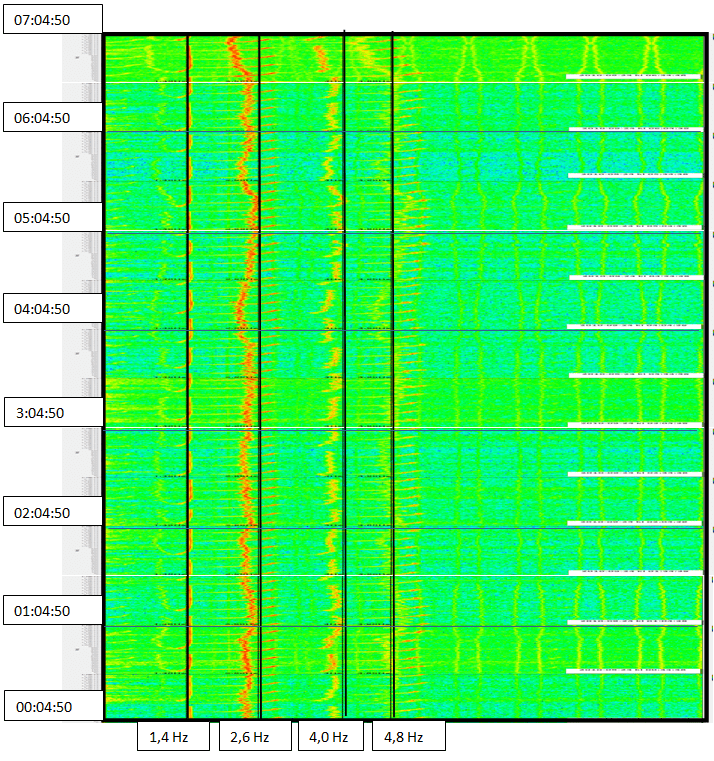
Figure 4. Natural frequency for the over heater tubes shown in Figure 2. The leftmost black line indicates the first natural frequency of ~1.4 Hz. To detect a frequency shift at this low frequency requires a resolution of ~0.01 Hz. To track a 10 times highe frequency reqiures 10 times less resolution and therefore, 10 times shorter measurement time. The measurement time required to acquire this resolution is unfortunately longer than the sooting interval at this site which is why the approach fails. Had higher frequency strain been measured or sooting excitation been stronger and more abrupt, the approach would likely have worked. (Click figure to expand)
As you can see, the excited frequency is at low frequency and the frequency is swaying back/forth, as this site sooted carefully and very often. In this case, the Strain measurement worked flawlessly, as we used a balanced constant strain measurement – but there was simply no vibration to measure. We could probably have predicted the sooting if we had added an external excitation source.
In short, it was a tough task Qring set for itself. We were forced to develop theory as well as custom build electronics for dynamic strain measurement. The problem is not yet fully solved, but we did manage to make a mechanical stress measurement in a worse than awful environment and we demonstrated that the principle works as intended for predictive sooting.
Curious? Take a look here for further information.